關鍵詞 |
不銹鋼,打印鋁合金,,3d打印發動機 |
面向地區 |
全國 |
材質 |
Q235B |
加工方式 |
來樣加工 |
工件材質 |
碳鋼 |
在開發樣車制造前,為了模擬和驗證車輛的某一方面(一般是底盤、動力總成的布置或某些性能)以及初的性能數據采集,而制造的實物樣車——Mule Car。它實際是車輛的模型狀態, 主要用于驗證零部件總布置方案、試驗整車基本性能、發動機機艙熱負荷等。同時為后期零部件開發設計提供實車依據,但與真正的產品樣車還有很大差異。
PFM的制作要求既美觀又。如:表面加工特征(如圓角、特征棱線等)與數據一致、各種形狀的孔位精度符合要求±0.3mm 、0-500mm的尺寸范圍內的加工極限偏差為±0.40mm;模型外表面要鋪設裝飾板美化、噴漆, 骨架不能外露等等, 基本上屬于數字化的產品模型。
快速成形制造技術(RP&M)將傳統的“去除”加工法(由毛坯切去多余材料形成零件)改為“加工法”(將材料逐層堆積形成零件),其工藝過程分為前處理、疊層制造及后處理3個階段,如圖3所示。
激光切割機的精度可以達到0.2mm,完全滿足樣車試制的要求。對于現代CAD/CAM 制造技術來說,樣件的激光切割精度就更加依賴其定位支架的制作工藝。定位支架分為油泥固定和數模截面線定位兩種形式。
油泥式固定支架(如圖5):在油泥未凝固前,由拉延件型面確定出固定形狀。因油泥符合實際制件型面,定位相對穩定。但容易偏離數模原始狀態,且不易發現差別。
在國外,RP原型成為某些制造廠家爭奪訂單的手段。例如位于Detroit的一家僅組建兩年的制造商,由于裝備了2臺不同型號的快速成型機及以此為基礎的快速精鑄技術,僅在接到Ford公司標書后的4個工作日內便生產出了個功能樣件,從而在眾多的競爭者中奪到了為Ford公司生產年總產值達300萬美元發動機缸蓋精鑄件的合同;零一方面,客戶總是更樂意對著實物原型“指手劃腳”,提出其對產品的修改意見。因此,RP模型是設計制造商就其產品與客戶交流溝通的佳手段。
以RP生成的實體模型作模心或模套,結合精鑄、粉末燒結或電極研磨等技術可以快速制造出企業生產所需要的功能模具或工裝設備,其制造周期較之傳統的數控切削方法可縮短30%~40%以上,而成本卻下降35%~70%。模具的幾何復雜程度愈高,這種效益愈顯著。據一家位于美國Chicago的模具供應商(僅有20名員工)聲稱,其車間在接到客戶CAD設計文件后1周內可提供任意復雜的注塑模具,而實際上80%模具則可在24~48小時內完工。快速成型技術利用材料累加法亦可用來制造塑料、陶瓷、金屬及各種復合材料零件。
產品設計評估與校審
RP技術將CAD的設計構想快速、、而又經濟地生成可觸摸的物理實體。顯然比將三維的幾何造型展示于二維的屏幕或圖紙上具有更高的直觀性和啟示性。正可謂“一圖值千言,一物值千圖”。因此,設計人員可以更快,更易地發現設計中的錯誤。更重要的是,對成品而言,設計人員可及時體驗其新設計產品的使用舒適性和美學品質。RP生成的模型亦是設計部門與非技術部門交流的更好中介物。有鑒于此,國外常把快速成型系統作為CAD系統的外圍設備,并稱桌上型的快速成型機為“三維實體印刷機(3D Solid printer)”。
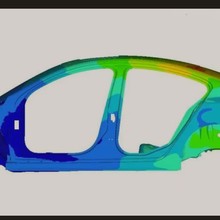
在RP系統中使用新型光敏樹脂材料制成的產品零件原型具有足夠的強度,可用于傳熱、流體力學試驗,用某些特殊光敏固化材料制成的模型還具有光彈特性。可用于產品受載應力應變的實驗分析。例如,美國GM在為其97年將推出的某車型開發中,直接使用RP生成的模型進行其車內空調系統、冷卻循環系統及冬用加熱取暖系統的傳熱學試驗,較之以往的同類試驗節省費用40%以上。Chrysler則直接利用RP制造的車體原型進行高速風洞流體動力學試驗,節省成本達 70%。

深圳市金帝軟模開發有限公司
金屬3d打印
汽車軟模
軟模試制
異形鈑金
工程樣車改制
簡易模具注塑
概念車模型加工
汽車軟模
展車模型加工
軟模試制
快速樣件
小批量注塑
鈑金試制
白車身加工