




關鍵詞 |
各式各樣沖壓五金,規格沖壓五金,沖壓五金價格,沖壓五金產品 |
面向地區 |
全國 |
品牌 |
國產 |
產地 |
廣東 |
材料材質 |
銅 |
1.沖模結構:沖模是使板料產生分離或變形的工具。典型的沖模結構如圖3—17所示,它由上模和下模兩部分組成。上模的模柄固定在沖床的滑塊上,隨滑塊上下運動,下模則固定在沖床的工作臺上。
沖頭和凹模是沖模中使坯料變形或分離的工作部分,用壓板分別固定在上模板和下模板上。上、下模板分別裝有導套和導柱,以引導沖頭和凹模對準。而導板和定位銷則分別用以控制坯料送進方向和送進長度。卸料板的作用,是在沖壓后使工件或坯料從沖頭上脫出。
2.沖模的分類
沖模是沖壓生產中的模具。沖模基本上可分為簡單模、連續模和復合模三種。
(1)簡單沖模 簡單沖模是在沖床的一次沖程中只完成一個工序的沖模。圖3—17即是落料或沖孔用的簡單沖模,簡單沖模的裝配圖如圖3-18所示。工作時條料在凹模上沿兩個導板9之間送進,碰到定位銷10為止。凸模向下沖壓時,沖下的零件(或廢料)進入凹模孔,而條料則夾住凸模并隨凸模一起回程向上運動。條料碰到卸料板8時(固定在凹模上)被推下,這樣,條料繼續在導板間送進。重復上述動作,沖下第二個零件。
(2) 連續沖模 沖床的一次沖程中,在模具不同部位上同時完成數道沖壓工序的模具,稱為連續模,如圖3—19所示。工作時定位銷2對準預先沖出的定位孔,上模向下運動,凸模1進行落料,凸模4進行沖孔。當上模回程時,卸料板6從凸模上推下廢料。這時再將坯料7向前送進,執行第二次沖裁。如此循環進行,每次送進距離由擋料銷控制。
(3) 復合沖模 在一次沖程中,在模具同一部位上同時完成數道沖壓工序的模具,稱為復合模,如圖3—20所示。復合模的大特點是模具中有一個凸凹模1。凸凹模的外圓是落料凸模刃口,內孔則成為拉深凹模。當滑塊帶著凸凹模向下運動時,條料在凸凹模1和落料凹模4中落料。落料件被下模當中的拉深凸模2頂住,滑塊繼續向下運動時,凹模隨之向下運動進行拉深。頂出器5和卸料器3在滑塊的回程中將拉深件9推出模具。復合模適用于產量大、精度高的沖壓件。
設計原則
⑴設計的沖壓件滿足產品使用和技術性能,并能便于組裝及修配。
⑵設計的沖壓件有利于提高金屬材料的利用率,減少材料的品種和規格,盡可能降低材料的消耗。在允許的情況下采用價格低廉的材料,盡可能使零件做到無廢料及少廢料沖裁。
⑶設計的沖壓件形狀簡單,結構合理,以有利于簡化模具結構、簡化工序數量,即用少、簡單的沖壓工序完成整個零件的加工,減少再用其他方法加工,并有利于沖壓操作,便于組織實現機械化與自動化生產,以提高勞動生產率。
⑷設計的沖壓件,在能正常使用情況下,盡量使尺寸精度等級及表面粗糙度等級要求低一些,并有利于產品的互換,減少廢品、產品質量穩定。
⑸設計的沖壓件,應有利于盡可能使用現有設備、工藝裝備以及工藝流程對其進行加工,并有利于沖模使用壽命的延長。
沖壓工藝大致可分為分離工序和成形工序(又分彎曲、拉深、成形)兩大類。分離工序是在沖壓過程中使沖壓件與坯料沿一定的輪廓線相互分離,同時沖壓件分離斷面的質量也要滿足一定的要求;成形工序是使沖壓坯料在不破壞的條件下發生塑性變形,并轉化成所要求的成品形狀,同時也應滿足尺寸公差等方面的要求。
按照沖壓時的溫度情況有冷沖壓和熱沖壓兩種方式。這取決于材料的強度、塑性、厚度、變形程度以及設備能力等,同時應考慮材料的原始熱處理狀態和終使用條件。
1.冷沖壓金屬在常溫下的加工,一般適用于厚度小于4mm的坯料。優點為不需加熱、無氧化皮,表面質量好,操作方便,費用較低。缺點是有加工硬化現象,嚴重時使金屬失去進一步變形能力。冷沖壓要求坯料的厚度均勻且波動范圍小,表面光潔、、無劃傷等。
2.熱沖壓將金屬加熱到一定的溫度范圍的沖壓加工方法。優點為可消除內應力,避免加工硬化,增加材料的塑性,降低變形抗力,減少設備的動力消耗。(來源:中國機械網)
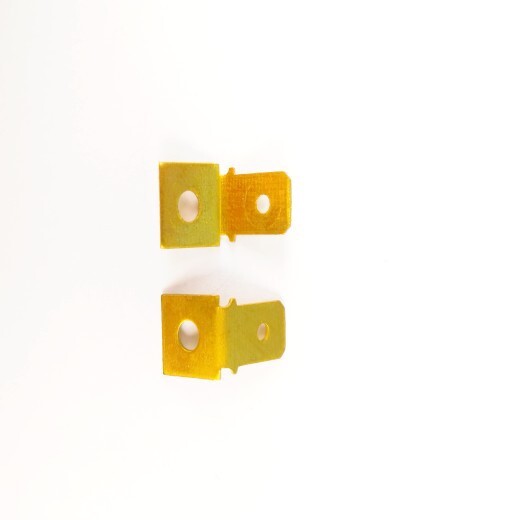
五金沖壓就是利用沖床及模具將不銹鋼,鐵,鋁,銅等板材及材使其變形或斷裂,達到具有一定形狀和尺寸的一種工藝。
五金沖壓有時也稱板材成形, 但略有區別。所謂板材成型是指用板材、薄壁管、薄型材等作為原材料進行。塑性加工的成形方法統稱為板材成形,此時,厚板方向的變形一般不著重考慮。
沖壓行業是一個涉及領域極其廣泛的行業,深入到制造業的方方面面,在國外將沖壓稱為板材成形。在我國也有這樣稱呼的。中國的沖壓行業是個什么樣子的,國外如何,我們如何走,這是我們大家關心國家關心的問題。
沖壓的大力發展應歸功于汽車、飛機及家電日用品的發展。
由于許多沖壓廠都歸屬于主機廠,因此,沖壓件市場是很不完善和健全的。但小型沖壓件部件市場在南方一些地區非常成熟。從如今情況看,我國沖壓件市場存在下列問題:
(1)一些生產能力供過于求,一些主機廠內的沖壓廠,放了不行,拿著不能。一年大部分時間生產任務不足,無市場行為。
(2)家電、電器沖壓件行業市場競爭激烈。但成氣候的有國際競爭力的企業不多。 (3)認真研究沖壓件市場的事無人進行。沖壓件市場雜亂無章。 處于上述市場狀況,技術發展受到限制,整個行業也落后,表現在:
(1)總體水平低,許多行業生產能力過剩,缺少次技術。技術進步緩慢。
(2)材料技術、模具技術、潤滑技術和設備水平都處于較低水平,遠遠不能滿足國內生產發展的需要
五金沖壓件廣泛的應用于我們生活當中的各個領域,包括一些電子器件、汽車配件、裝飾材料等等。五金沖壓件就是可以通過沖壓,彎曲,拉伸等手段來加工的零件,一個大體的定義就是-在加工過程中厚度不變的零件。有利于提高金屬材料的利用率,減少材料的品種和規格,盡可能降低材料的消耗。在允許的情況下采用價格低廉的材料,盡可能使零件做到無廢料及少廢料沖裁。
五金沖壓件加工時的注意事項:
1、改革工藝、模具和作業方式,實現人手模外作業。對于大批量生產作業,可從改革工藝和模具入手,實現機械化和自動化。例如,采用自動化,多工位沖壓機械設備,采用多工劃具與機械化進出產裝置,采用連續模、復合模等合并工序措施。所有這些不僅能保障沖壓作業的安全,而且能大大提高生產效率。
2、改造沖壓設備,提高生產安全可靠性。目前許多陳舊五金件沖壓設備的操縱系統、電器控制系統存在很多不安全因素,若繼續使用對應其進行技術改造。沖壓設備制造廠應當改進產品設計,確保沖壓設備的安全可靠性。
3、安裝防護裝置。由于生產批量小,在既不以實現自動化,又不能使用安全沖壓工具的沖壓作業中,安裝安全防護裝置,以防止由于操作失誤而造成的傷害事故。各種防護裝置有各自不同的特點和使用范圍,使用不當仍然會發生傷害事故。因此,弄清各種防護裝置的作用,以做到正確使用,操作安全。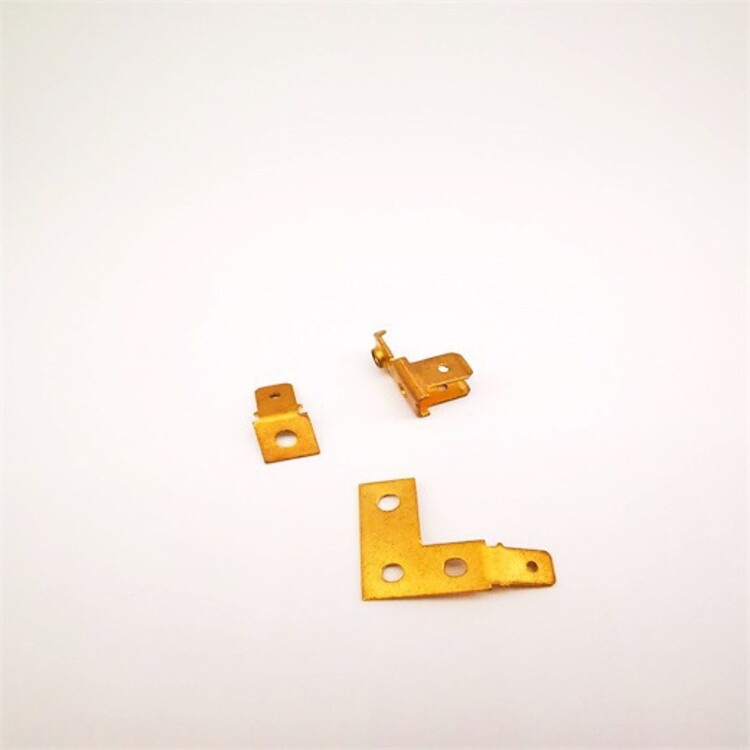
五金沖壓件是一系列流程后的產品,在不同的過程具有不同的稱呼,即我們常說的術語。如今我們來看下關于五金沖壓件常見的術語。
、拉深:把平直毛料或工序件變為空心件,或者把空心件進一步改變形裝和尺寸的一種沖壓工序。拉深時空心件主要依靠位于凸模底部以外的材料流入凹模而形成。
第二、切邊:利用五金沖壓模具修整成形工序的邊緣,使之具有一定的直徑、一定的高度或一定形狀的一種沖壓工序。
第三、沖孔:將廢料沿封閉輪廓從材料或工序件離的一種沖壓工序,在材料或工件上獲得需要的孔。
第四、翻邊:沿外形曲線周圍將翻成側立短邊的一種沖壓工序。
第五、翻孔:沿內孔周圍將材料翻成側立凸緣的一種沖壓工序。
第六、落料:將材料沿封閉輪廓分離的一種沖壓工序,被分離的材料成為工件或工序件,大多數是平面性的。
第七、整形:依靠材料流動,少量改變工序件形狀和尺寸,以工件精度的一種沖壓工序。
東莞市首壹五金有限公司成立于2017年,廠房面積500m2, 坐落在東莞市虎門鎮,是一家五金產品的設計、開發、制造各式精密連續模、連續拉伸模、五金工程復合模、各類五金沖壓件、拉伸件產品的公司。產品應用領域涵蓋工業自動化、汽車、3C產品、光伏、醫療、儀器儀表、半導體設備、家用電器等。產品供應國內外多家企業。工廠始終堅持“制造,持續改進,客戶滿意”的質量管理方針,以倡導“仁愛、誠信、、進取”的企業文化鑄就團隊,為客戶提供良好 產品和服務。
公司設有設計開發部、技術質量部、模具制造部、精密加工部、五金沖壓部,公司擁有約20余人的高素質與高水平的管理團隊與技術人員,其中模具設計、現場加工人員在沖壓模具與沖壓產品的設計、制造、管理等方面有著10多年的從業經驗。







