關鍵詞 |
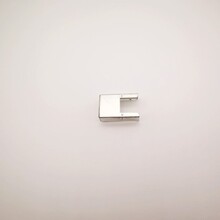
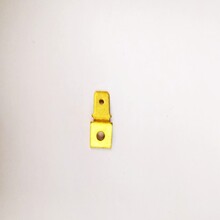
黃銅色電器五金插件 |
面向地區 |
全國 |
加工定制 |
是 |
五金沖壓就是利用沖床及模具將不銹鋼,鐵,鋁,銅等板材及材使其變形或斷裂,達到具有一定形狀和尺寸的一種工藝。
壓鑄件是一種壓力鑄造的零件,是使用裝好鑄件模具的壓力鑄造機械壓鑄機,將加熱為液態的銅、鋅、鋁或鋁合金等金屬澆入壓鑄機的入料口,經壓鑄機壓鑄,鑄造出模具限制的形狀和尺寸的銅、鋅、鋁零件或鋁合金零件,這樣的零件通常就被叫做壓鑄件。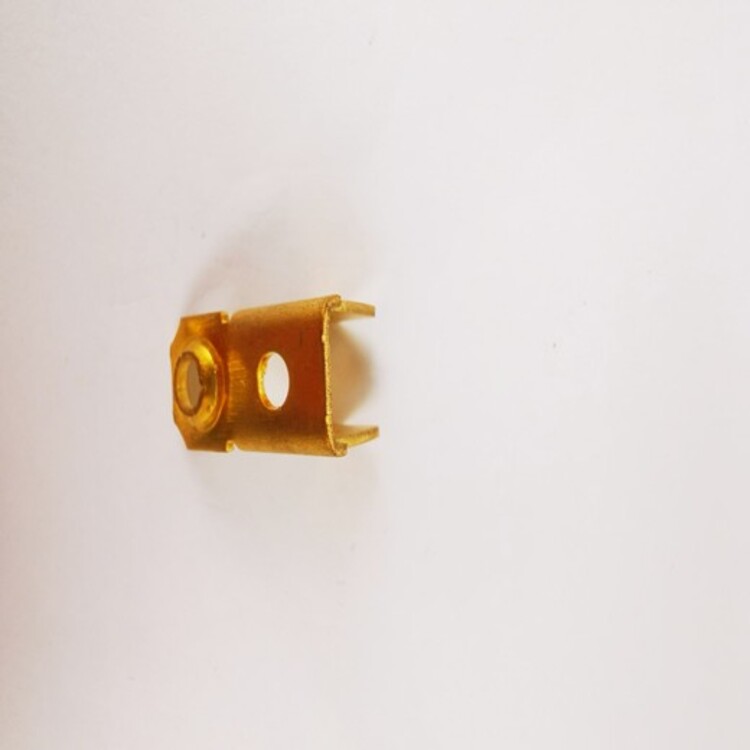
在沖壓過程中,由于材料的表面不受破壞,故有較好的表面質量,外觀光滑美觀,這為表面噴漆、電鍍、磷化及其他表面處理提供了方便條件。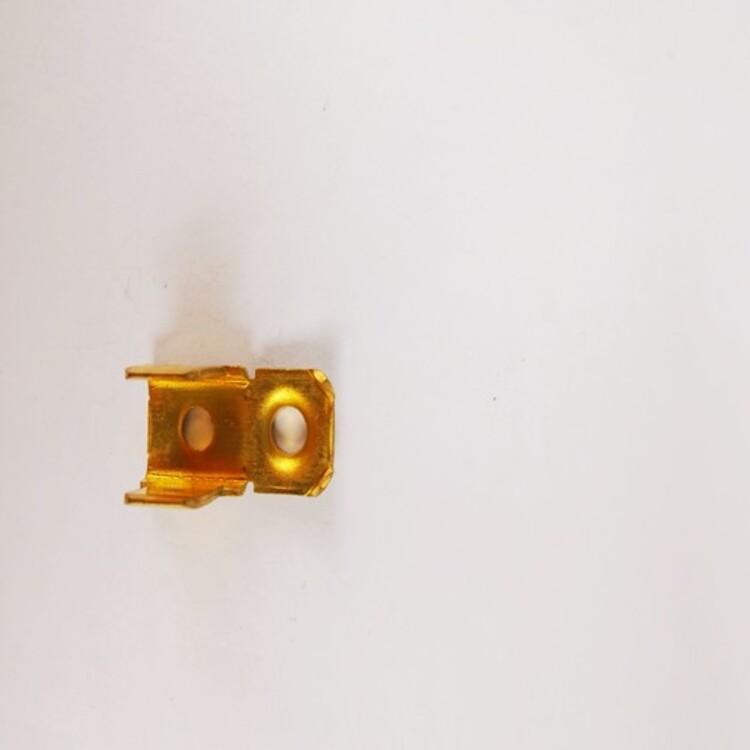
沖壓件加工是我們近幾年興起的一種對金屬的加工方式,我們的生活中已經到處都是沖壓件加工產品的身影,但是您了解沖壓件加工的原理嗎?這里就為您簡單的介紹一下。
在生活中,五金一直在很多地方應用到。隨著社會的發展進步,五金的應用更加之多。目前我國很多五金產品的產量居世界,如打火機、拉鏈、扳手、鉗子等,國外有很好的銷售記錄。同時,經過多年的發展,我國五金產業集展的特點逐漸凸顯了出來。
1.沖壓件是在材料消耗不大的前提下,經沖壓制造出來的,其零件重量輕、剛度好,并且板料經過塑性變形后,金屬內部的組織結構得到改善,使沖壓件強度有所提高。
2.沖壓件具有較高的尺寸精度,同模件尺寸均勻一致,有較好的互換性。不需要進一步機械加工即可滿足一般的裝配和使用要求。
3.沖壓件在沖壓過程中,由于材料的表面不受破壞,故有較好的表面質量,外觀光滑美觀,這為表面噴漆、電鍍、磷化及其他表面處理提供了方便條件。
沖壓五金件加工的原則
1、精密原則:拉深件的工序數量與材料性質、拉深高度、拉深階梯數以及拉深直徑、材料厚度等條件有關,需經拉深工藝計算才能確定。
2、精細原則:彎曲件的工序數量主要取決于其結構形狀的復雜程度,需根據彎曲角的數目、相對位置和彎曲方向而定。
3、精美原則:當沖壓加工件的斷面質量和尺寸精度要求較高時,可以考慮在沖裁工序后再增加修整工序或者直接采用精密沖裁工序。
4、原則:沖裁形狀簡單的工件時,采用單工序模具完成即可,而在沖裁形狀復雜的工件時,由于模具的結構或強度受到限制,其內外輪廓應分成幾部分沖裁,需采用多道五金沖壓加工工序。必要時,可選用連續模。對于平面度要求較高的工件,可在沖裁工序后再增加一道校平工序,將每種產品的特點到生產的工藝中。
5、原則:為了確保精密五金沖壓件的質量,提高五金沖壓加工工藝的穩定性有時就需要增加工序數目。如彎曲件的附加定位工藝孔沖制、成形工藝中的增加變形減輕孔沖裁以轉移變形區等,每個產品做到精密、精細、精美的程度。
以上就是提高五金沖壓件質量的方法,制度合理的加工工藝是提高工件精度有效的方法。
五金沖壓件加工的常見問題及原因
1.毛刺:沖孔或切邊角過程中不完全留有余料,鋼板截斷面下部位產生毛刺,以截斷面為基準,毛刺高度為0.2mm以上時,發生的鐵粉會損壞模具并產生凸凹。
2.凸凹:材質表面異常凸起或凹陷,是開卷線有異物(鐵屑、灰塵)混入引起的。
3.輥子印:清洗輥子或者送料輥子附著異物引起(以固定節距發生),一般情況下可以將板料上的輥子印異物去掉即可。
4.滑動印:由于輥子滑動引起,在突然停止或者加速時發生。
5.卷料粉碎可能或許邊沿起皺:開卷線的導向輥可能或許模具上的導向輥間隙小時產生的起皺情景,由于卷料送入不屈衡引起。
6.劃痕:產生零件上有劃痕的主要原因,模具上有尖利的傷痕或有金屬塵屑掉入了模具,防止措施為修磨模具上的傷痕和清除金屬塵屑。
7.底部開裂:產生零件底部開裂的主要原因是材料塑性較差或模具壓邊圈壓得過緊,防止措施為更換塑性較好的材料或把壓邊圈放松一些。
8.側壁有:產生零件側壁有的主要原因是材料的厚度不夠(比小的允許厚度還薄)或上、下模安裝時出現偏心,造成一邊間隙大,另一邊間隙小,防止措施為即時更換材料和重新調整模具。
五金沖壓件具有較高的尺寸精度,同模件尺寸均勻一致,有較好的互換性。不需要進一步機械加工即可滿足一般的裝配和使用要求。
東莞市首壹五金有限公司成立于2017年,廠房面積500m2, 坐落在東莞市虎門鎮,是一家五金產品的設計、開發、制造各式精密連續模、連續拉伸模、五金工程復合模、各類五金沖壓件、拉伸件產品的公司。產品應用領域涵蓋工業自動化、汽車、3C產品、光伏、醫療、儀器儀表、半導體設備、家用電器等。產品供應國內外多家企業。工廠始終堅持“制造,持續改進,客戶滿意”的質量管理方針,以倡導“仁愛、誠信、、進取”的企業文化鑄就團隊,為客戶提供良好 產品和服務。
公司設有設計開發部、技術質量部、模具制造部、精密加工部、五金沖壓部,公司擁有約20余人的高素質與高水平的管理團隊與技術人員,其中模具設計、現場加工人員在沖壓模具與沖壓產品的設計、制造、管理等方面有著10多年的從業經驗。